
忋庤偔愢柧偱偒傞偐敾傝傑偣傫偑丄柧擔偵偼拻憿偵娭偟偰偺巹尒傪弎傋偝偣偰偄偨偩偒傑偡丅
偦傟偲傕丂”傄傫傐傫傑傫”丂偵偍婅偄偟傛偆偐側丒丒丒



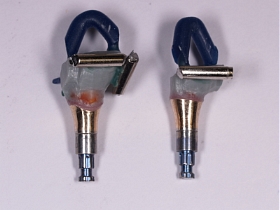
儚僢僋僗傾僢僾夋憸偲傾僘僉儍僗僩夋憸偼堘偆徢椺偱偡丅
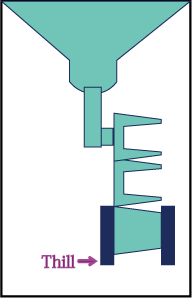
嶣塭偡傞偙偲傪朰傟偨偨傔丄Thill傪奜偟愻忩屻偵傾儘儞傾儖僼傽乕偱愙拝偟偰嶣塭偟傑偟偨丅
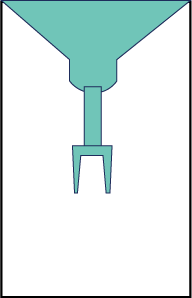
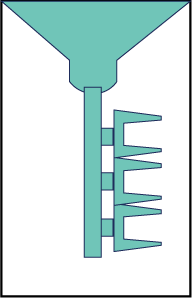
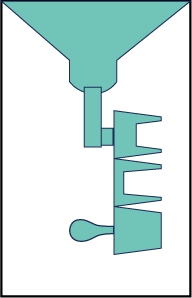
偝偰丄忋偺僀儊乕僕恾偼拻憿偟偨捈屻偲壖掕偟丄嵟屻偵屌壔偡傞売強偼壗張偐丄悇棟偟偰偔偩偝偄丅偮傑傝嵟屻偵屌壔偡傞売強偵寚娮偑尰傟傞偲憐掕偟傑偟偨丅
彯丄僋儖乕僔僽儖媦傃僗僾乕儖偑嵟屻偵屌壔偡傞側傜偽丄嬅屌廂弅偵傛傞寚娮偑敪惗偟側偐偭偨偲夝庍偟傑偟傚偆丅
乮慜採忦審乯
侾乯嬥懏偼屌壔偡傞偲偒偼昁偢嬅屌廂弅偡傞
俀乯杽杤嵽傛傝Thill偺曽偑擬揱摫棪偑崅偄
俁乯拻憿壜擻側嵟掅壏搙偱拻憿偡傞
傾僩儉偝傫傫偐傜婑偣傜傟偨忣曬偱僪僀僣偺僒僀僩偐傜攓庁偟偰偒傑偟偨丄偙傟傕嶲峫偵僀儊乕僕恾傪巇忋偘傑偟偨丅
偟丒偟丒偟偐偟丄傑丒傑丒傑偝偐儚僢僋僗僗僾乕儖傪攧傜傫偐側偺僥僋僯僢僋偱側偄偙偲傪婩傝傑偡丅丂

拑乆娵偝傫丂挿暥偺夝愢偁傝偑偲偆偛偞偄傑偡丅
摉弶偼帩榑傪揥奐偟傛偆偲峫偊偰偄傑偟偨偑丄傾僩儉偝傫偐傜嫵偊偰捀偄偨俫俹傪尒偰梙傜偄偱偟傑偄傑偟偨丅傑偨丄愭擔棃挻傉偪偵彂偒崬傫偱捀偄偨拑乆娵棟榑偵巀摨偱偒傞偙偲傗棟夝偱偒側偄晹暘傕偁傝丄偦傟偧傟偺榑棟偱拻憿偵棫偪岦偐偭偰偄傞偺偩偲捝姶偟傑偟偨丅
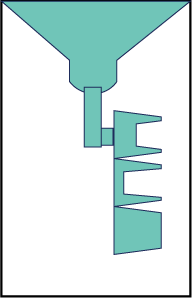
摉慠丄拻憙傪夝徚偡傞曽朄偼堦偮偱偼側偔丄奺帺偑帩偭偰偄偰幚慔偝傟偰偄傞偺偱偟傚偆丅
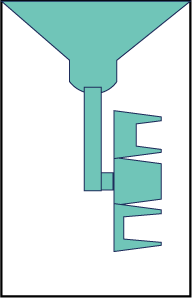
偟偨偑偭偰丄偄傠傫側曽朄傪採帵偟偰丄奆偝傫偑拻憿偵娭偟偰嵞峫偡傞愗偭妡偗偵側傟偽偲巚偄恾偩偗傪傾僢僾偄偨偟傑偟偨丅
偙偺恾偵娭偟偰偺摎偊偼柍偄偺偱偡丅奆偝傫偑尒偰丄峫偊偰丄幚慔偟偰帺傜摎偊摫偒弌偟偰傕傜偊傟偽椙偄偲巚偭偰偄傑偡丅
僷僞乕儞偺僼僅乕儉偼徢椺偵傛偭偰堘偄丄懳張曽朄偼偦偺搒搙峫偊傞偟偐側偔丄偛帺恎偱恾偐傜拻憙偑敪惗偟傗偡偄晹埵傗偦偺尨場傪扵傝丄懳張朄傪扵傝弌偡偟偐側偄偲巚偄傑偟偨丅
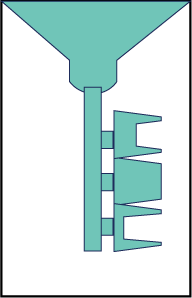
扐偟丄偙偺恾傪嶌惉偡傞偵偁偨傝僀儊乕僕偟偨偺偼拻宆傪侽亷偲偟丄偦偙偵悈傪棳偟崬傫偩偲偟偨傜嵟屻偵屌壔偡傞晹暘偑寚娮偩偲壖掕偡傞偲丄悇棟偟傗偡偄偺偱偼側偄偐偲巚偄側偑傜僀儔僗僩偟偰偄傑偟偨丅偮傑傝拑乆娵棟榑偺傛偆偵拻憿懱傪僗僾乕儖庢傝晅偗晹傛傝憗偔椻傗偡偙偲傪戞堦偵峫偊偰丄僗僾乕儕儞僌埵抲傗僒僀僘傪峫椂偡傞偙偲偼慡偔摨姶偱偡丅
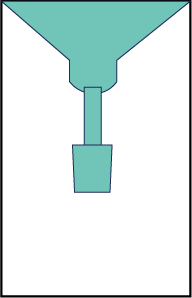
傑偨拻憿懱偲摨僒僀僘偺僗僾乕儖偩偭偨傜摉慠丄椻媝抶墑偡傞嬻婥偵怗傟偰偄傞懁偺僋儖乕僔僽儖偑嵟屻偵屌壔偡傞偱偁傠偆偟丄梫偼丂丅
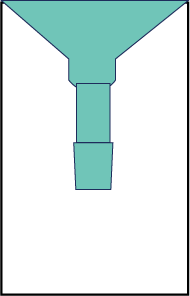
拻憿懱偺嵟戝岤亖亙僗僾乕儖懢偝丂俷俲
拻憿懱偺嵟戝岤亜僗僾乕儖懢偝 丂壗傜偐偺懳嶔
懠偺朘栤幰偺偛堄尒傕偍暦偐偣偄偨偩偗傟偽丄偲偰傕嶲峫偵側傞偲巚偄傑偡丅
偳偆偧丄彂偒崬傒傪丅
PS:丂偦偆偦偆丄Thill偵偮偄偰捛壛偑偁傝傑偡丅
Thill偼儘價儞僜儞僽儔僔傪嵦梡偟偰偄傑偡偑丄敀嬥壛嬥偺帪偼摨庬儊僞儖傪偍巊偄偔偩偝偄丅
巁壔枌偑儊僞儖偵埆媃偟傑偡偐傜丅扐偟摉曽偼孈傝弌偡偲偒偵暣幐偡傞偙偲偑偁傞偺偱丄儃儞僪儊僞儖偺偲偒偼偩偗偼儘價儞僜儞僽儔僔偺幉傪巊偭偰偄傑偡丅