|
メタルボンド用合金 鋳造から築成前までの注意点 |
| No.1 鋳造機別の特徴と注意点 |
||
遠心鋳造機 |
真空加圧型鋳造機 (高周波鋳造機) |
|
| 利点・欠点 |
・初期圧が小さく持続時間も真空加圧型鋳造機 と比較して短い。 ・遠心鋳造の場合は合金自体の凝固時間が ・真空加圧型鋳造機の様に、鋳造条件を設定 |
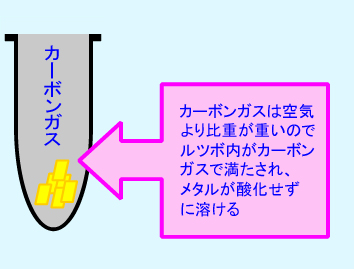
・遠心鋳造機と違い、均一に鋳造圧がかかる。 ・温度設定が出来ることによりオーバーヒート ・高周波鋳造機は溶解するスピードが速い為、 ・鋳造条件を設定することによって、常に同条件 ・カーボンルツボを使用することで、メタルを
|
| 合金の溶解 キャストタイミング |
・合金が球状回転開始して2〜3秒後 ・セラミックシートの使用は避けて下さい。 ・フラックス使用の有無 ○金合金 ・ 金パラ ・ 銀合金 ⇒ 有 |
・鋳造温度設定はご使用になるメタルの液相点 +10%〜+15%に設定して下さい。 (インプラントやロングスパンブリッジ等のメタル量 の多いケースでは、設定温度を少し高くするなど 設定を変えてください。) *吸引加圧型・高周波鋳造機に関しては、温度設定 が出来ない為、メーカーの指示に従って下さい。 ・鋳造圧の持続を行う。 ・Pd含有量が40%以上のメタルを溶解する際は、 |
| 鋳造圧 |
・鋳造圧の持続が必要な為、回転を途中で 止めない。 |
・合金の種類や量によって遅延加圧を行う 鋳造タイミング(キャスコム等) 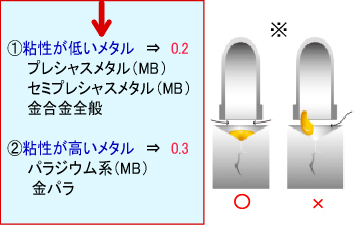 注)溶解量が多い場合は鋳造タイミングを遅く したほうが良い場合があります。 |
| 暫くお待ちを | ||
| 有限会社 FEA 村山 彰 |
|
Copy right by FEA |